Модель Тирпица в 350 масштабе...Какой диаметр сверла нужен для корректного высверливания ствола(380мм в реале, и около 1 мм в масштабе)? Я вот задумуюсь о 0,5 мм, но почему-то кажеться будет многовато.
Можно даже узким цанговым ножом:) Лишь бы отверстие было ровное! Если используете сверло, то опять же цанговым ножом неплохо наметить центр, что бы сверло не "ушло"
Удачи! Интересно, что у Вас получается! Можно пару фоток на е-майл(yurav-s@yandex.ru) или в форум?
Добавлено спустя 2 минуты 45 секунд:
Вот многие ругаются на тамиевские Бисмарк и Тирпиц, что у них наружные диаметры стволов не масштабны... Так что, мне кажется, диаметр отверстий можно определять из эстетических соображений:)
У меня пока что ничего особого не получается )))) Модель - первая, идет на подарок, уже по ходу узнал много всяких вещей, таких как фототравление и прочее ))) По ходу сборки перекрашивал корпус и палубу несколько раз, причина - проблемы с аэрографией.Постараюсь все сделать более-менее аккуратно, покраску и т.д. Вот, хочу хоть как-то оживить модель путем сверления стволов, созданием цепей из проволоки, добавлением лееров (пока что не очень получается), такелажом.
Так что сейчас модель довольно непрезентабельная, как все сварганю, так и выложу. А вот более серьезно буду заниматься пароходом "Либерти", на который заказал уже фототравление, там попытаюсь работать на более качественном уровне.
Насчет стволов - сейчас вот сверла в интернете заказал, взял диаметры 1 мм, 0,7 мм, 0,5 мм.
Нормальные у тамии стволы на Бисмарке, сейчас как раз этим занят... при хорошей обработке нет смысла даже на точеные менять...
А сверлить, мне кажется стот чуть побольше, чем получается при пересчете масштаба... и сверлить, а не намечать отверстия, хоть неглубоко, чем больше калибр, тем глубже, ну это ИМХО, ессно...
Виднее будет... и глаз отверстие 0,2 от 0,3 не отличить, а сложность удваивается...
Виднее будет... и глаз отверстие 0,2 от 0,3 не отличить, а сложность удваивается...
ну вот тут не согласен. Я 0,2 от 0,3 отличаю без проблем (0,25 от 0,3 тоже отличаю, но уже не по диаметру отверстия, а по сверлу)
YuraVS писал(а):
Так что, мне кажется, диаметр отверстий можно определять из эстетических соображений
вот тут правильно сказали. Когда диаметр маленький (не в данном случае) следует учитывать не только масштаб, но и смотрибельность.
А намечать центр отверстия можно иглой. Я ее в цангу зажимаю, чтобы крепче сидела и тыркаю. А потом уже сверлом.
Совет: если рассверливать стволы сверлом 1 мм, то лучше сначала пройтись сверлом поменьше, а потом уже итоговым миллиметровым (я бы взял 3 сверла: 0.5, потом где-то 0.7-0.8, а потом уже 1 мм). В ином случае ствол может разорвать или не красиво повредить
Главное, чтобы руки не дрожали! И м-е-е-едленно и печально, пальцами... У меня так на Алагеро-Ревельном "Шпее" (1/700) даже 105-мм зенитки получилось высверлить (правда, там они не сильно отличаются от 150 и 280мм).
Только не пытайтесь сверлить глубоко -- там малейший перекос сверла вылезет. Глубина в 3-4 диаметра сверла достаточна.
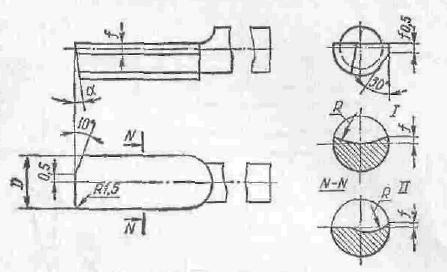
Многие детали имеют отверстия, длина которых превышает диаметр сверла в 5—10 раз. Сверление таких отверстий связано с большими трудностями, вызываемыми затруднительными условиями отвода стружки и подвода смазывающе-охлаждающей жидкости в зону резания, необходимостью обеспечения более точного направления сверла при работе и т. п. Выполнение этих требований к глубокому сверлению обеспечивается применением специальных сверл. К ним относятся так называемые пушечные, ружейные и другие сверла. Рабочая часть пушечного сверла представляет собой полукруглый стержень, плоская поверхность которого является передней поверхностью (рис. 47). На торце стержня создается режущая кромка, перпендикулярно оси сверла. Задняя торцевая плоскость сверла затачивается под углом АЛЬФА = 10 -:- 20°.
Для лучшего направления сверло имеет цилиндрическую опорную поверхность, на которой срезаются лыски под углом. 30—45° и делается обратный конус порядка 0,03—0,05 мм на 100 мм длины рабочей части. В результате этого уменьшается трение сверла о стенки обрабатываемого отверстия. Пушечное сверло работает в тяжелых условиях, имеет неблагоприятную геометрию передней поверхности, не обеспечивает непрерывного процесса резания, так как для удаления стружки приходится периодически выводить сверло из отверстия
Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете голосовать в опросах Вы не можете вкладывать файлы Вы можете скачивать файлы